


Same Day Dispatch
Description
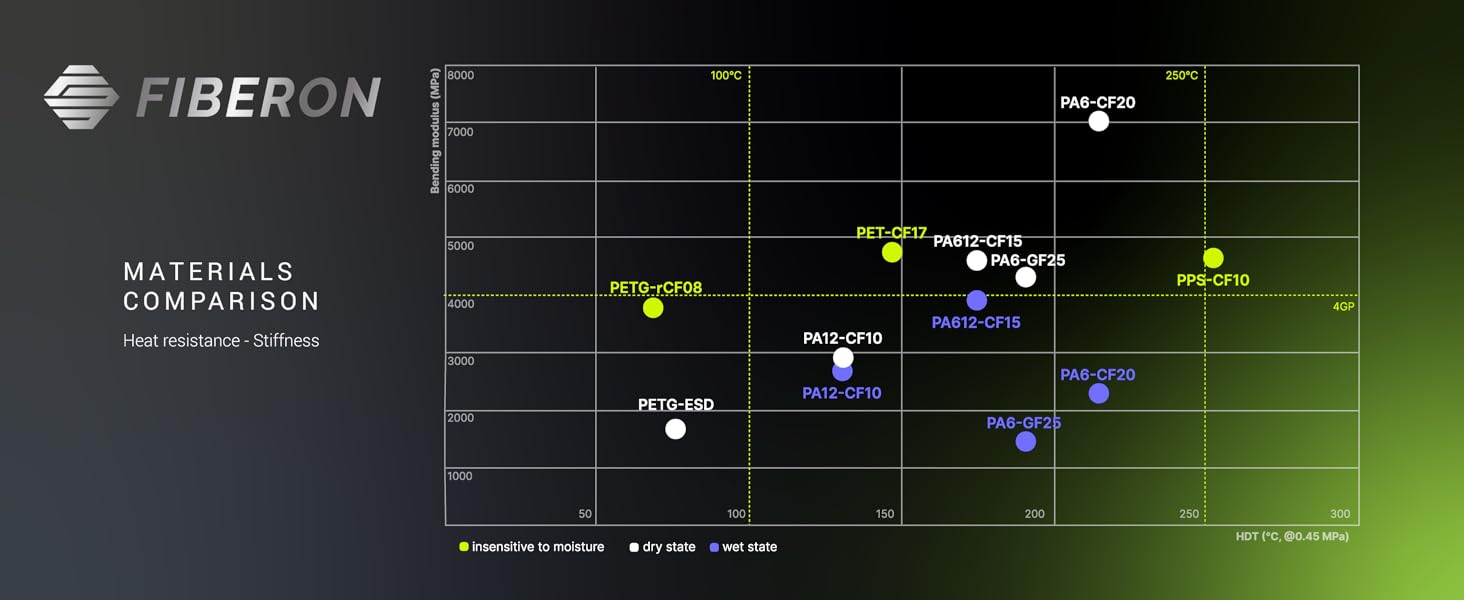
Fiberon™ is polymakers family of fiber-reinforced composite filaments developed to provide outstanding mechanical performance for a range of engineering applications.
Fiberon™ PET-GF15 combines PET with 15% glass fiber reinforcement to deliver exceptional stiffness, dimensional stability, and thermal resistance. It’s engineered for users who need the toughness of an engineering-grade filament without sacrificing printability.
Hardened Nozzle Recommended
Glass-fibre is abrasive.
Ideal Environment
Enclosure NOT required.
Keep Filament Dry
Protect and keep dry with PolyDryer
Annealing
Anneal in oven at 120°C for 16 hours
Features
- Industrial-Level Performance, Everyday Usability - With a bending strength of 104 MPa and HDT up to 133°C (0.45MPa, after annealing[1] ), PET-GF15 withstands high stress and high-temperature environments where other materials would deform. It prints easily on most modern FDM printers, even at speeds up to 250 mm/s.
- Excellent Surface Finish & AMS Compatible - Achieve smooth, professional-grade prints with a refined texture that minimizes visible layer lines. Fiberon™ PET-GF15 works seamlessly with most multi-material systems.
- Dimensional Stability & Low Warping - PET-GF15 maintains consistent accuracy and minimal warping, even on large projects. After annealing, in a wide range of cases, the dimensional change stays below 0.5 %, ensuring tight tolerances for functional parts that demand reliability and precision. Warping during annealing can be likely for wide flat surfaces, or thin models without ribbing.
[1] Fiberon™ PET-GF15 displays the best mechanical and thermal properties when fully crystallized. The printed part will not reach full crystallization during the printing process, an additional step is required: Annealing. PET-GF15 can be annealed in the oven at 120˚C for 16 hours. Note for some geometry annealing may not be recommended. Please see settings & specifications tab for detailed annealing instructions.
Technical Data
All PET-GF specimens were printed with 300°C nozzle temperature, 80°C bed temperature, cooling fan OFF and were printed with 100% infil, 2 shells and 3 top & bottom layers.
All samples were annealed after printing at 120°C for 16h.
FIBERON PET-GF15 PHYSICAL PROPERTIES
| Value | |
| Density | 1.43 g/cm3 |
| Melt Index |
36.9 g/10min (270°C, 2.16 kg) |
| Moisture Sensitivity |
Moisture Conditioning (70% RH, 23°C) Equilibrium at 0.32% after 40 days. Moisture absorption curve. |
FIBERON PET-GF 15 THERMAL PROPERTIES
| Value | Testing Method | |
| Glass Transition | 59.5°C | DSC, 10°C/min |
| Heat Deflection Temperature |
Annealed |
ISO 75 |
PET is a semi-crystalline material, it's crystalline regions offer many properties, but in particular their structure deliver the heat resistance that nylon is known for. Annealing after printing is a critical process to achieve consistent crystallinity and complete the production process of PET parts.
FIBERON PET-GF 15 MECHANICAL PROPERTIES
| Value | Testing Method | |
| Youngs Modulus (X-Y) |
4144.2 ± 133.3 MPa | ISO 527, GB/T 1040 |
| Youngs Modulus (Z) |
3428.9 ± 257.2 MPa | |
| Tensile Strength (X-Y) |
59.9 ± 0.8 MPa | ISO 527, GB/T 1040 |
| Tensile Strength (Z) |
48.2 ± 0.3 MPa | |
| Bending Strength (X-Y) |
104.2 ± 2.4 MPa | ISO 306, GB/T 1633 |
| Bending Strength (Z) |
80.3 ± 2.5 MPa | |
| Charpy Impact Strength Notched (X-Y) |
8.7 ± 0.6 kJ/m2 | ISO 179, GB/T 9343 |
| Charpy Impact Strength Un-notched (X-Y) |
27.2 ± 2.0 kJ/m2 |
Data taken from Polymakers Technical Data Sheet and is intended for reference and comparison purposes only. Due to the nature of 3D printing, data should not be used for design specifications or quality control purposes.
Why order from Rising Sun FPV?
• Orders ship out of Townsville, QLD, Australia at 1530.
• Active on Instagram - Tag us or DM us!
• Watch what we are up to on our YouTube Channel!
• Join our Facebook Page for updates and RSFPV news.
• GST Registered.
• Gifts with every order!
• Veteran Owned and Operated
• Defence and Service discounts - Apply Here
• 3D Printing and Custom design – Inquire Here.
• Visit us at our Store and have a yarn.
• Sponsor of Townsville FPVR, Next Level FPV
and the Australian Army Drone Racing Team.
• FPV Drone service, support and repairs.
• Earn points for every $1 spent.
• Buy now and pay later with Zippay, Afterpay, Humm and Laybuy.